How to Get ASME-Certified and Build an Up-to-Code Vessel
Table of Contents
- What Is the History of ASME?
- The ASME Boiler and Pressure Vessel Code
- The ASME Certification Process (+ Micrographic)
- Building an ASME Certified Vessel
- Look for ASME Certification
Gaining ASME certification is the greatest step a fabrication shop can take to prove a world-class level of quality and workmanship. With it, customers know that the shop is building to standards far above other shops without such certification.
ASME stands for American Society of Mechanical Engineers. In vessel fabrication, it is one of the highest standards to which a shop can be held. ASME certification is now likely to be a determining factor in the customer’s choice in the vessel-building industry. Pressure vessels and boilers must withstand sustained high temperature, pressure and strain, and customers are more demanding than ever when it comes to qualifications and certifications.
This article will explain the ASME certification process, as well as how to properly build an ASME up-to-code vessel. We will start by covering what ASME is and how it has reached its current level of prominence in manufacturing, starting with the history of the society.
What Is the History of ASME?
The American Society of Mechanical Engineers was founded in 1880 during the second industrial revolution in the United States. At this time in history, engineers and manufacturers were concerned about the rapid growth of mechanized industry. Those who founded the society were well-respected manufacturers of machines and other innovations. Alexander Lyman Holley, one of the nation’s leading steel engineers, ran the society along with John Edison Sweet and Henry R. Worthington.
The first meeting of ASME occurred, fittingly, in the New York offices of the editorial American Machinist. There were 30 people in attendance that day, and the society continued to meet regularly to hold discourse on standardized parts, practices for work and other aspects of the industry. This continued for 25 years until a catastrophic event put ASME firmly on the map.
On March 10, 1905, in Brockton, Mass., an aging boiler at a shoe factory exploded with violent force. The explosion and shrapnel tore through all three stories of the building and out the roof, causing ceilings to collapse and trap a great number of employees who had not been harmed by the first blast. In the end, there were 58 casualties and 117 injuries. Soon after, a similar explosion occurred in Lynn, Mass.
While by no means the first incident of its type, this event was catastrophic enough to spur Massachusetts to create a Board of Boiler Rules. The board delivered its final set of laws pertaining to boilers in 1908. ASME formed its own Boiler Code Committee three years later and published the Boiler & Pressure Vessel Code (BPVC) in 1915. This set of laws was soon integrated into the legal requirements of the majority of states and Canadian provinces.

Since then, ASME has been the foremost expert in publishing theory, technical journals, and safety and construction standards. It has also been diligent in providing important information to politicians and engineers. Today, ASME has over 120,000 members in 150 countries. It is an absolutely essential player in the construction of pressure vessels, and it all goes back to the initial release of the BPVC over a century ago.
The ASME Boiler and Pressure Vessel Code
The ASME BPVC is a comprehensive set of codes that spans over 16,000 pages in nearly 30 volumes. Many of the sections of BPVC also apply to other types of systems. Below are the sections of the BPVC:
- Section I: Rules for Construction of Power Boilers
- Section II: Materials. This section gives specifications for ferrous and nonferrous materials, welding rods, filler metals and electrodes, as well as customary and metric properties.
- Section III: Rules for Construction of Nuclear Facility Components. This section gives division 1 and 2 general requirements, concrete containment codes, codes for contained transport and storage of depleted nuclear fuels/materials, and rules for high-temperature and fusion reactors.
- Section IV: Rules for Construction of Heating Boilers
- Section V: Nondestructive Examination
- Section VI: Recommended Rules for the Care and Operation of Heating Boilers
- Section VII: Recommended Guidelines for the Care of Power Boilers
- Section VIII: Rules for Construction of Pressure Vessels
- Section IX: Welding and Brazing Qualifications
- Section X: Fiber-Reinforced Plastic Pressure Vessels
- Section XI: Rules for Inservice Inspection of Nuclear Power Plant Components
- Section XII: Rules for the Construction and Continued Service of Transport Tanks
Section VIII of the ASME BPVC is divided into divisions. Division 1 applies to any sort of vessel that must undergo either an internal or external pressure of at least 15 psi, Division 2 applies to any vessel subject to pressures between 3,000 and 10,000 psi, and Division 3 applies to all pressure vessels in excess of 70,000 psi.
These rules set forth mandatory and nonmandatory instruction on design, inspection, testing, protection against overpressure, materials, fabrication, markings, reports and pressure vessel certification.
For any fabrication manufacturer looking to gain ASME certification, the process will involve adhering to these specific codes. Though involved, they ensure an exceptional level of engineering and safety. This certification guarantees manufacturers will pass code, attract a higher number of customers and open more doors for business opportunities.
The ASME Certification Process
Becoming ASME certified requires going through ASME’s own certification process. Here are the steps involved:
1. Become Acquainted With the Basics
As a vessel or tank manufacturer, you are seeking a certain certification, whether it be S, U, PP or another type. This stamp signifies that you are certified by ASME and are building vessels to the highest possible standards. The first part of the process is to consider the investment of becoming an ASME-certified shop.
You need to contact an Authorized Inspection Agency, which will be associated with an insurance company and explain what is needed to become an authorized code shop. In any event, each certification will cost around $2,500. Code books are also expensive and can add several thousand dollars onto the cost in a full certification.
Review all checklists supplied by ASME, making sure that you understand fully the requirements and steps of the certification program. From here you can decide what pieces of the work process you will want to be certified by ASME. Finally, look over the application form.
2. Fill out the Application
This stage comes with certain fees that you can find on the ASME website’s price guide. When you have completed your application, review it thoroughly to ensure it contains the correct information. If something has been entered incorrectly, it could be considered fraudulent and lead to your application being rejected.
Here are some important points when working on the ASME application:
- Create a new CA Connect Account. New applicants will need to create a new CA Connect Account. You can find information on this in the CA Connect User Guide on ASME’s website.
- Existing users should still review content. If you already have an account, go through and read through the account information. Look for any information that may have changed, particularly in the contact information fields. If you need to change anything, refer to the website for instructions on how to do so.
Finally, make sure to include your signature on an Accreditation and Certification Agreement Form when you submit.
3. The Assessment Period
When your application has been received, the ASME review team will begin the assessment process. This team is composed of experts who judge the quality and stringency of the manufacturer’s quality control. Such quality controls include programs in manufacture, design and inspection of pressure vessels. Ultimately, this team is working to ensure that each applicant’s manufacturing process complies with the ASME BPVC standards. When this process is complete, the team will forward the application to the next level up in authority.
The length of the assessment period will vary depending on the workload of the teams, as well as any complications encountered in assessing your application.
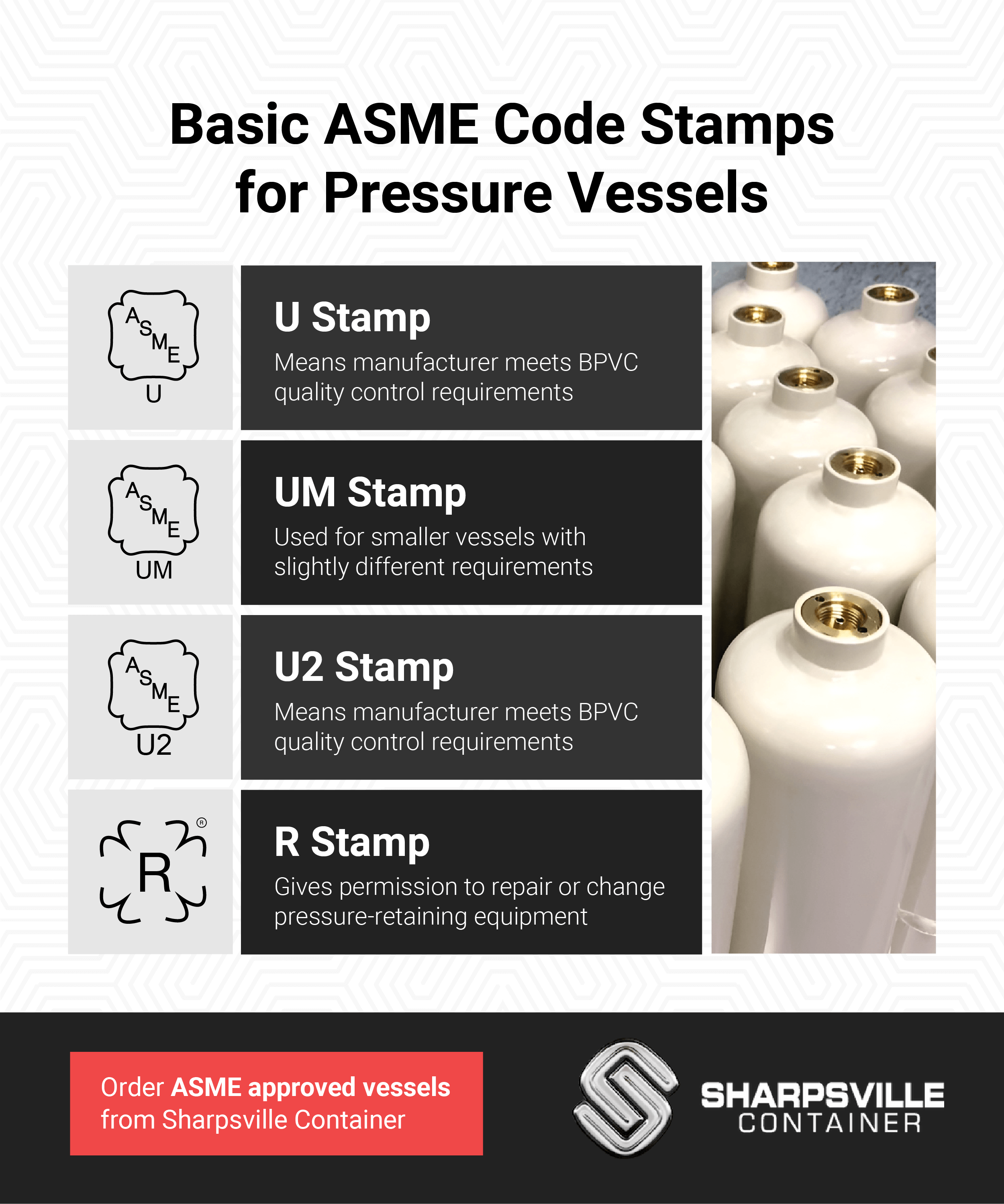
4. Receiving the Certification Stamp
Once the review team and the next level of authority have approved the applicant, this means they are confident that the manufacturing will be performed with strict adherence to the quality programs. This confidence extends to every stage of the manufacture of the vessels. At this point, the applicant is ready to receive certification from ASME. When this process is complete, the manufacturer is given a stamp that allows them to put the ASME seal on their approved product.
In Summary
Getting ASME certified is not an insurmountable task by any means. Before starting to manufacture your product, make sure you understand the safety requirements and guidelines set forth by ASME. By doing so, you will be able to fabricate vessels that are in compliance with their standards, making the process of obtaining ASME certification much easier.
Building an ASME Certified Vessel
Making sure you are building an up-to-code vessel means sticking to ASME’s set of safety standards and other requirements. In this section, we will go through the most important steps of ASME rules when building a vessel up to code.
-
- Receive specs from the customer. The first part of any job will involve receiving a set of drawings and parameters from a client, assuming the shop is fabricating for someone else. Regardless, these initial sketches need to be analyzed by an estimating manager.
- An engineer performs calculations. When the estimating manager has reviewed the initial drawings and specs, they send them to the engineering department. The engineers will then determine what type of material, thickness and design the vessel must have to handle the maximum stated parameters.
- A metallurgist checks the engineer’s work. When the engineer is done, a metallurgist will inspect the plans and identify any potential problems with the materials. This includes factors like lamination, lead time for materials and more. The metallurgist will recommend a certain grade of metal pipe for the shell, for instance, a SA106 Grade B “seamless” pipe. All material must be ASME code material, meaning it must bear a certain designation and be reported as such on the requisition form.
- The form is sent to purchasing. This form is then reviewed and sent to purchasing, where it is marked with a note stating that material test reports must accompany the delivered product. This helps ensure less chance of error in documentation. The purchasing director will send requests for quotes to various suppliers, compile the results and send them back to the estimating manager.
- The team discusses the job. An important meeting takes place between the estimating director, the shop foreman, the welding foreman and the quality inspector. This meeting covers every detail of the job. It can be a costly mistake to overlook an important nuance of the product in this meeting. Topics are likely to include the design specs, materials, documentation requirements and post-weld heat treatment (PWHT). The team will also need to discuss the procedure for the hydrostatic test, as well as check equipment thoroughly.
- Prepare an estimate. When all costs have been accounted for, prepare an estimate. The estimating manager makes sure this estimate gets back to the client. Once the client accepts, the purchasing director can purchase materials.
- Sometimes material is unavailable. Occasionally, a material may not be available once the purchasing director sends for it. In this case, it is critical that no substitution is made — the decision must first pass through all the preceding departments to ensure everyone approves of the substitution.
- Review the receiving checklist and markings. The receiving checklist will contain all information about the individual pieces of material, as well as the markings on each. Every piece except fittings must contain a heat marking. Markings will state the type of material, the mill, the heat number, the job number, the name of the person who cut the material and its weight. Ensure that all of the marking information is recorded — one common mistake is blasting the material without knowing the marking, at which point it cannot be remarked properly afterward.
- The vessel is assembled. An ASME certified fitter/tacker will tack the vessel together as it will be in welding, at which point the shop’s inspector looks over the tacks. Specific problems include craters or cracks. Once the inspector is satisfied, the welder finishes assembling the vessel.
- The shop performs a hydro test and stamps the vessel. After the welding is inspected and approved, the shop performs a hydro test and stamps the product with the ASME stamp.
Look for ASME Certification
ASME is an organization with a long history and an unparalleled record of publication and investment in the vessel industry. As such, it sets the standards for high-quality workmanship. The ASME code itself is a thorough set of volumes describing every aspect of vessel building. In order to become an ASME certified vessel builder, a shop needs to comply with these codes.
If your shop is looking to become ASME certified, begin the process by reviewing checklists provided by ASME and by getting in contact with an Authorized Inspection Agency. This agency will inspect your first ASME-certified vessel, designating certain “hold points” at which the process will need to be halted in order for them to inspect it. At this point, your shop will gain accreditation through an overseeing process in which the representative inspects your shop as you build a vessel.
Sharpsville Container is a vessel manufacturer that builds in strict compliance with ASME standards. We are proficient in Section VIII, Division 1, and are a trusted manufacturer of approved vessels.
600 Main Street
Sharpsville, PA 16150
Toll Free: 1-800-645-1248
Phone: 724-962-1100
Fax: 724-962-1169